ESTANDARES
Creusabro® 4800 es un grado propio y exclusivo desarrollado por Industeel.
No existe ninguna norma de ingeniería para las placas destinadas a aplicaciones resistentes al desgaste.
ANÁLISIS QUÍMICO – % DE PESO
Valores Máx.

PROPIEDADES MECANICAS
Valores indicativos.

Valores garantizados (según el suministro) Dureza 350 – 420 HB
PROPIEDADES fisicas
Coeficiente de dilatación medio (x 10 – 6 .°C – 1 )

CONCEPTO METALÚRGICO
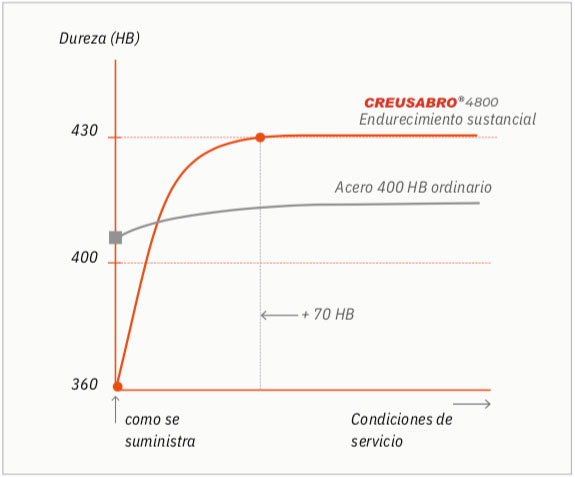
La resistencia a la abrasión no está asociada exclusivamente a la dureza del acero en el estado de suministro. También la composición química y la estructura metalúrgica influyen mucho en el rendimiento real en servicio. La composición química equilibrada y los procesos de fabricación aplicados a Creusabro® 4800 desarrollan una estructura metalúrgica que contribuye en gran medida a mejorar su resistencia al desgaste mediante los efectos que se describen a continuación:
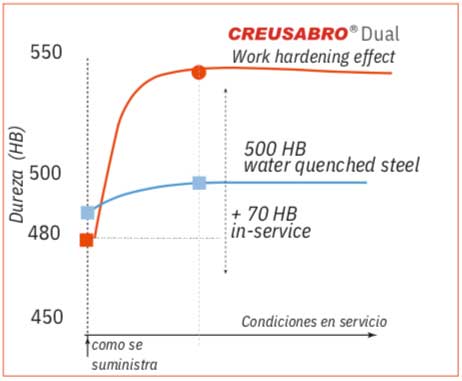
Endurecimiento del trabajo en el servicio
Al entrar en servicio, Creusabro® 4800 presenta un endurecimiento superficial de aproximadamente 70 HB sea cual sea el nivel de tensión aplicado (impacto, presión….)
Retraso en la remoción de la astilla
Creusabro® 4800 tiene la ventaja de una mayor capacidad de deformación plástica causada por los impactos. Esta mayor ductilidad contribuye a retrasar el desprendimiento de virutas del acero por parte de las partículas abrasivas, garantizando así una tasa de desgaste más lenta (pérdida de peso) que en los aceros ordinarios templados en agua.



MEDIDAS – TOLERANCIAS

Otras dimensiones disponibles a petición.



ESTANDARES
Creusabro® 8000 es un grado propio y exclusivo desarrollado por Industeel.
No existe ninguna norma de ingeniería para las placas destinadas a aplicaciones resistentes al desgaste.
ANÁLISIS QUÍMICO – % DE PESO

PROPIEDADES MECANICAS
Valores indicativos.

Valores garantizados (según el suministro) Dureza 430-500 HB
PROPIEDADES fisicas
Densidad a +20°C (68°F) = 7.85kg/dm3 Coeficiente de dilatación – media (10-6/°C)

CONCEPTO METALÚRGICO
La resistencia al desgaste no sólo depende de la dureza del acero en el estado en que se entrega, sino también de otras propiedades, como la resistencia a las grietas, el endurecimiento por deformación, la resistencia, la ductilidad, la resistencia al ablandamiento, etc. El rendimiento en servicio de un determinado acero resistente al desgaste está fuertemente influenciado por la microestructura obtenida tras el tratamiento térmico. En el caso de Creusabro® 8000, la mejora significativa de la resistencia al desgaste en servicio se debe principalmente a las siguientes propiedades:
: Transformación inducida por plasticidad
Debido a que su estructura inicial no es totalmente martensítica (una mezcla de martensita, bainita y austenita retenida), Creusabro® 8000 tiene la capacidad de endurecerse por trabajo cuando se somete a una deformación plástica local en servicio. La deformación plástica induce un fenómeno de endurecimiento superficial mediante la transformación de la austenita retenida en martensita fresca y muy dura, mientras que el material sigue siendo dúctil por debajo, lo que lo convierte en un material muy eficaz para soportar tanto la abrasión como los impactos fuertes en servicio.

Además, la superductilidad de la austenita retenida contribuye a mejorar la vida útil en servicio al permitir un mayor microcizallamiento y retrasar así el desgarro final de las partículas metálicas de la superficie del material expuesto al abrasivo.
Dispersión fina de microcarburos
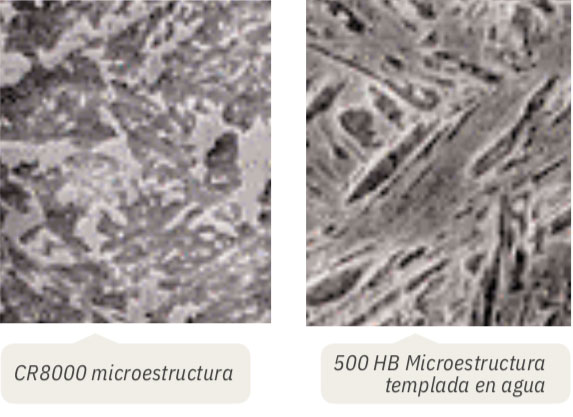
La fina microestructura de Creusabro® 8000 es el resultado de una composición química específica combinada con una velocidad de enfriamiento controlada. Dicha microestructura difiere de la estructura laminar acicular rugosa que es típica de los aceros totalmente martensíticos (aceros convencionales de 500 HB templados en agua). Además, la dispersión fina y homogénea de los microcarburos contribuye significativamente a mejorar el refuerzo de la matriz, mejorando la resistencia al desgaste por deslizamiento en servicio.

TAMAÑOS – TOLERANCIAS

Otras dimensiones disponibles a petición.
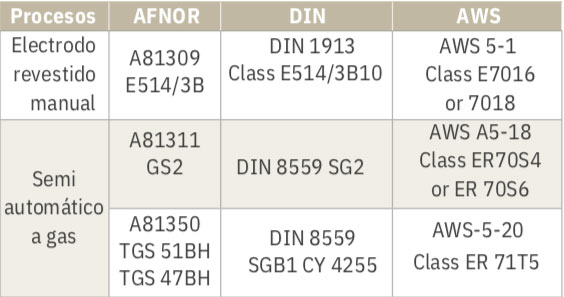



ANÁLISIS QUÍMICO (VALORES INDICATIVOS PESO %)

PROPIEDADES MECÁNICAS

(1) Tal como se entrega después del enfriamiento (940-1000°C, 1724-1832°F); según la especificación UIC 893 a petición.
(2) Dureza de la superficie después del endurecimiento por trabajo.
Propiedades Físicas
Los valores de las propiedades que figuran a continuación se refieren al acero al manganeso de Hadfield en el estado de tratamiento térmico adecuado.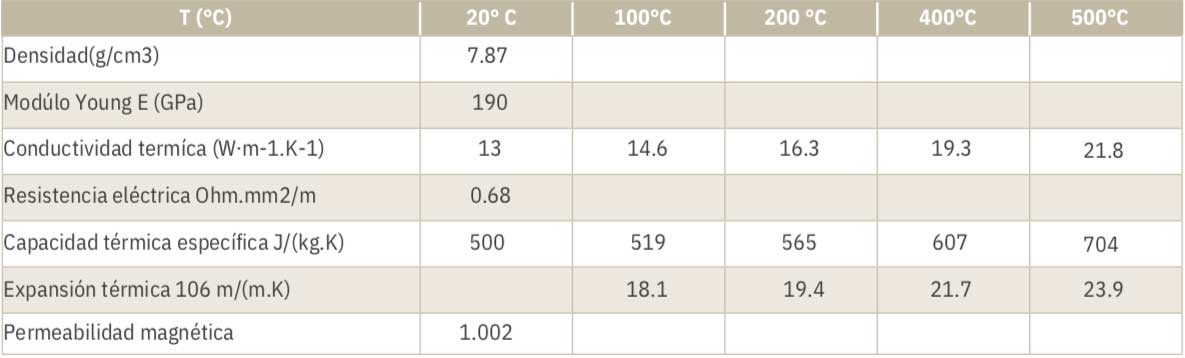 Notas: La dilatación térmica del acero al manganeso es de 1,5 a 2 veces la del acero al carbono de baja aleación La conductividad térmica del acero al manganeso es aproximadamente 3 veces menor que la del acero al carbono de baja aleación.
Notas: La dilatación térmica del acero al manganeso es de 1,5 a 2 veces la del acero al carbono de baja aleación La conductividad térmica del acero al manganeso es aproximadamente 3 veces menor que la del acero al carbono de baja aleación. Creusabro® M se produce en horno de arco eléctrico, se refina en cuchara y se desgasifica al vacío. Creusabro® M se suministra en en el estado «as-quenched». Este tratamiento térmico final (recocido por disolución seguido de enfriamiento) garantiza una microestructura prácticamente libre de carburos que proporciona las propiedades características del acero Hadfield.
A pesar de todo el cuidado puesto durante la fabricación para evitar la descarburación de la superficie, una capa superficial de aproximadamente 0,2 mm dependiendo del grosor, podría estar presente en el estado de entrega.
Notas: La dilatación térmica del acero al manganeso es de 1,5 a 2 veces la del acero al carbono de baja aleación La conductividad térmica del acero al manganeso es aproximadamente 3 veces menor que la del acero al carbono de baja aleación.
PROGRAMA DIMENSIONAL
La gama de espesores de Creusabro® M va de 5 a 110 mm.

Tolerancias de fabricación
La gama de espesores de Creusabro® M va de 5 a 110 mm.
Dimensiones y forma
A menos que se especifique lo contrario, las tolerancias de las dimensiones y la forma se determinan según la norma EN 10029. También hay disponibles tolerancias de fabricación más estrictas para la planicidad, según la tabla siguiente.
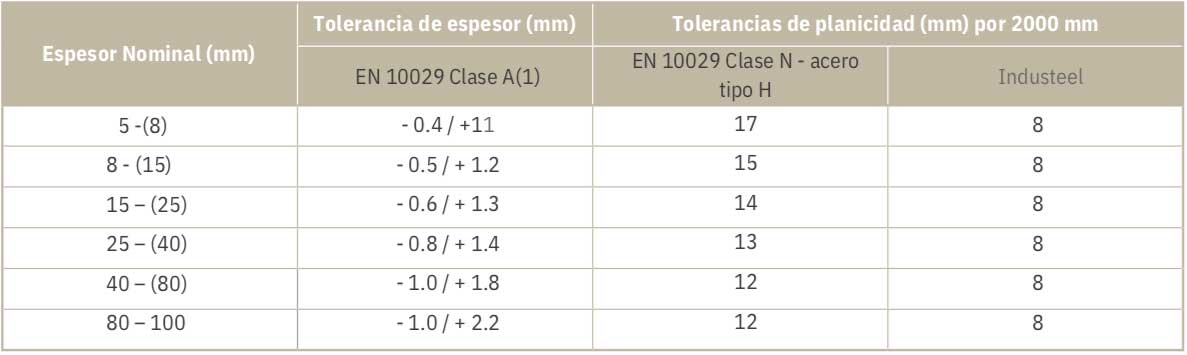
(1) Si se requieren tolerancias de clase B, C , D o específicas, se indicará en el momento de la consulta y el pedido. (2) Tras el acuerdo previo en el momento de la consulta y el pedido.
Superficie
Las placas Creusabro® M se suministran de acuerdo con la norma EN 10163-2 Clase A, Subclase 1. La placa puede ser suministrarse con superficie granallada.




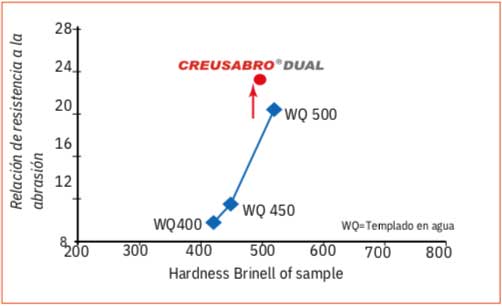
Creusabro®Dual es un acero avanzado resistente a la abrasión con un alto contenido de titanio (0,6%). Esta innovadora calidad se destina principalmente a condiciones de desgaste por deslizamiento severo en aplicaciones en las que tradicionalmente se utilizan aceros convencionales templados en agua (500HB, 550HB), placas superpuestas o piezas de fundición dura.
Basado en el inigualable concepto metalúrgico de Creusabro®8000, Creusabro®Dual se produce exclusivamente mediante el temple en aceite, que reduce el nivel de las tensiones residuales encontradas en la chapa tras el tratamiento térmico.
La excelente resistencia al desgaste contra la abrasión severa combinada con una alta carga de ciclos de impacto se debe principalmente a la contribución de los siguientes fenómenos de endurecimiento:
-Una precipitación homogénea de carburos de titanio primarios extraduros en la matriz de acero, lo que conduce a una mejora significativa de la resistencia al desgaste por deslizamiento en condiciones de servicio extremas servicio extremo.
– Un endurecimiento superficial obtenido por una capacidad de endurecimiento por trabajo muy eficiente en servicio, gobernado por un fenómeno metalúrgico llamado efecto TRIP (Transformación Inducida por Plasticidad).
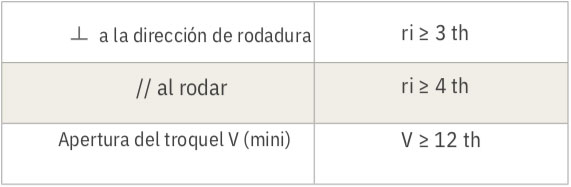
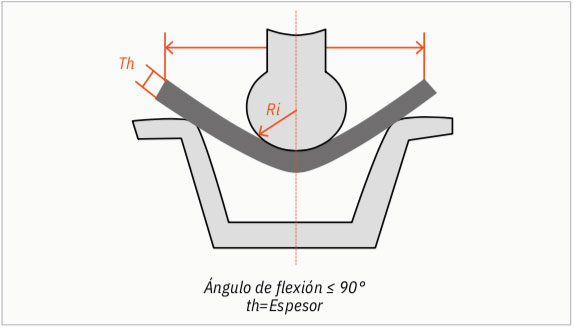
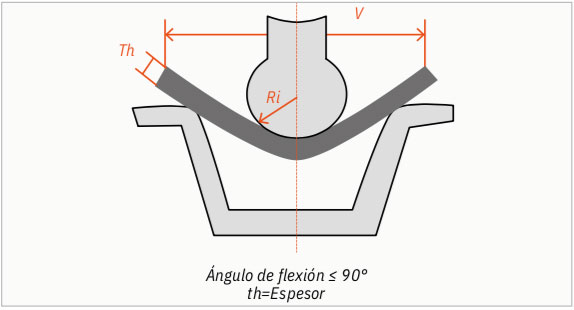
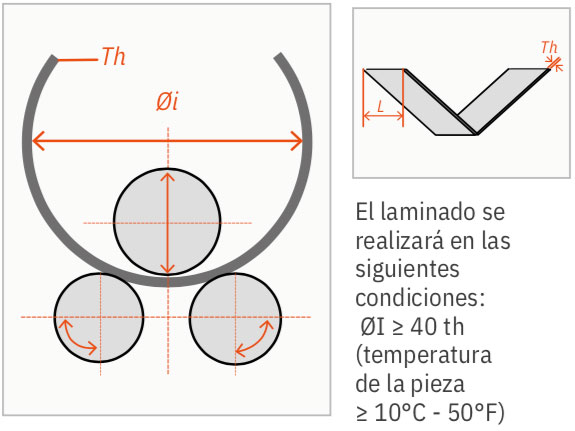
– Además de una alta resistencia a la abrasión por rectificación de tensiones, la capacidad de conformación también se mantiene y permite el procesamiento de piezas curvas (Img 1, Img 2 : Creusabro®Dual , 2000x300x10mm, Rint=1000mm)

Con una resistencia a la abrasión tan elevada, combinada con una alta resistencia al agrietamiento en servicio, Creusabro®Dual no tiene competidores.
ANÁLISIS QUÍMICO (VALORES INDICATIVOS PESO %)

PROPIEDADES MECÁNICAS (VALORES INDICATIVOS TAL COMO SE ENTREGAN)

Dureza ≈ 450/490 HB (valor típico)
propiedades físicas
Coeficiente de dilatación – (10-6/°C-1)

Densidad de +20°C (68°F) : 7.85 kg/dm3
Concepto Metalúrgico
La resistencia al desgaste no sólo depende de la dureza del acero en el estado de entrega, sino también de otras propiedades, como la resistencia a las grietas, el efecto de endurecimiento por trabajo, la fuerza, la ductilidad, la resistencia al ablandamiento, etc.
El rendimiento en servicio de un determinado acero resistente al desgaste está fuertemente influenciado por la microestructura obtenida tras el tratamiento térmico.
En el caso de Creusabro®Dual, la mejora significativa de la resistencia al desgaste en servicio se debe principalmente a las siguientes propiedades:
«Efecto TRIP»: Transformación inducida por plasticidad. Debido a su estructura multifásica (una mezcla ajustada de martensita, bainita y austenita retenida), Creusabro®- Dual tiene la capacidad de endurecerse por trabajo cuando se somete a una deformación plástica local en servicio. La deformación plástica induce un fenómeno de endurecimiento superficial mediante la transformación de la austenita retenida en martenita fresca y muy dura, mientras que el material sigue siendo dúctil por debajo, lo que lo hace más eficaz para soportar tanto la abrasión por deslizamiento como los fuertes impactos en servicio.
Además, la superductilidad de la austenita retenida contribuye a mejorar la vida útil en servicio al permitir una mayor microcortadura y retrasar así el desgarro final de las partículas metálicas de la superficie del material expuesto al el abrasivo.
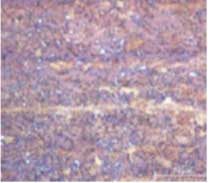
En las calidades Creusabro®, los granos de austenita retenidos revelados mediante el grabado reactivo de Klemm aparecen en blanco.
Cuando se somete a una deformación plástica en servicio (impacto o alta presión), Creusabro®Dual se beneficia de un endurecimiento superficial de unos 70 HB, En esta microestructura típica de un endurecimiento superficial de unos 70HB, sea cual sea el nivel de deformación aplicado.
Carburos de titanio
La extrema resistencia a la abrasión frente a los aceros convencionales resistentes al desgaste (500HB, 550HB…) se consigue gracias a la presencia de los carburos de titanio primarios que se precipitan durante la primera etapa de la solidificación (ya presentes en los semiproductos, planchas o lingotes, antes del laminado y el tratamiento térmico). Estos carburos de titanio presentan una dureza media de 3000HV (dureza Vickers) y, por tanto, crean numerosos puntos duros en la matriz de acero, como la grava triturada en el hormigón.
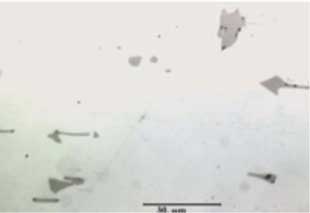
Carburos de titanio primarios de extrema dureza incrustados homogéneamente en la matriz de acero.
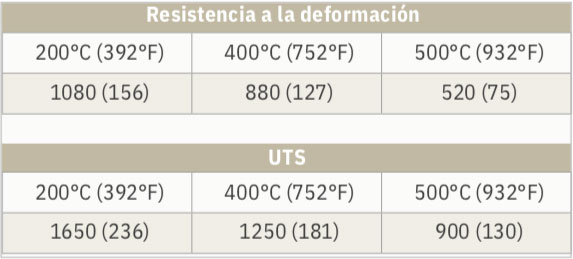
Propiedades de temperatura
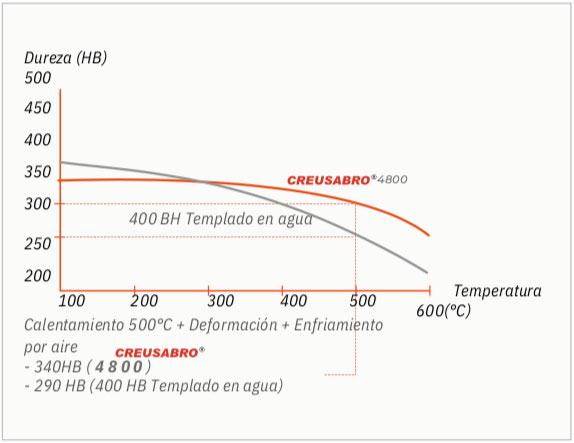
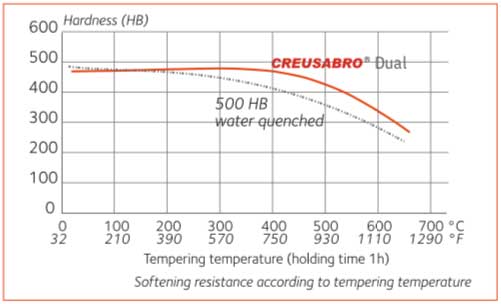
La composición química de Creusabro®Dual, y en especial el contenido de cromo, molibdeno y gran cantidad de titanio, confieren al material una gran resistencia al reblandecimiento. Esta propiedad permite utilizar Creusabro®Dual en condiciones de servicio en caliente, a un máximo de 450°C (840°F) mientras que los aceros convencionales 500 HB templados en agua están limitados a 250°C (480°F).
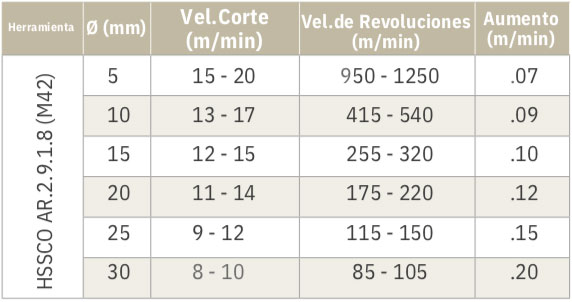
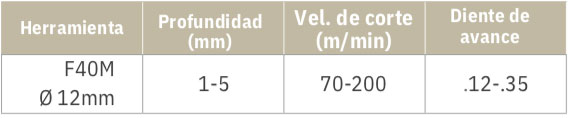
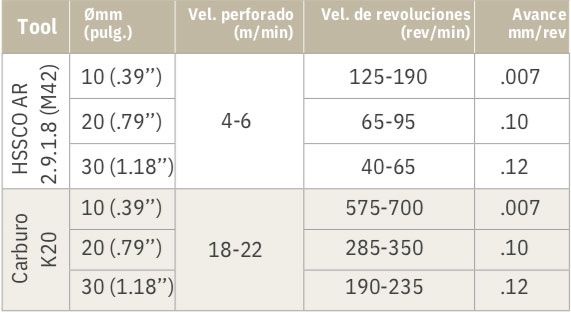
Corte
Se pueden utilizar todos los procesos térmicos clásicos (gas- plasma-láser). Se recomiendan especialmente los procesos de chorro de agua o láser. Proporcionan una mayor precisión y aspecto de corte y evitan o reducen la zona afectada por el calor (HAZ).
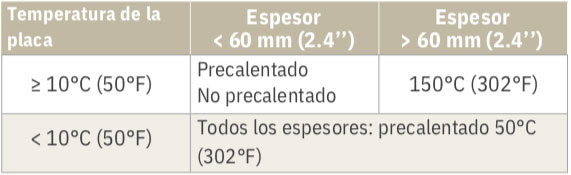
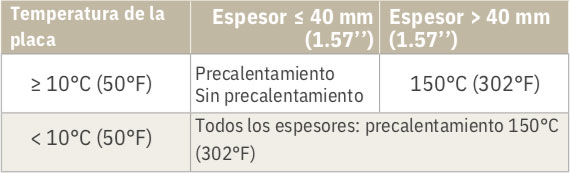
Para el corte por llama o plasma, se recomienda un precalentamiento a 150 °C – 302 °F a partir de 35 mm