Corte térmico
Las placas Relia® son compatibles con todos los procesos de corte térmico como oxicorte, plasma, láser, etc. Se recomienda el precalentamiento a 100-150°C para placas de más de 40 mm de grosor (10 mm para Relia® 500) o en entornos fríos donde la temperatura de la placa sea inferior a 10°C. Un precalentamiento excesivo por encima de 200°C puede reducir la dureza de Relia®.
Moldeabilidad en frío
Gracias a su gran limpieza y a sus propiedades uniformes, las placas Relia® están diseñadas específicamente para mejorar su conformabilidad. El curvado en prensa de las placas Relia® debe llevarse a cabo siguiendo las mejores prácticas de taller, que incluyen, entre otras, la utilización de matrices en V endurecidas con un radio adecuado. Se recomienda una lubricación adecuada, el esmerilado de los bordes de las placas cortadas térmicamente o cizalladas y la aplicación de la carga de una manera suave y constante se utilizan. Relia® no debe formarse en caliente a menos que la pieza sea tratada posteriormente con calor mediante un proceso aprobado. Para placas de hasta 20 mm, el radio de curvatura mínimo recomendado y la apertura de la matriz se resumen en la siguiente tabla. Para espesores de chapa superiores a 20 mm, consúltenos.
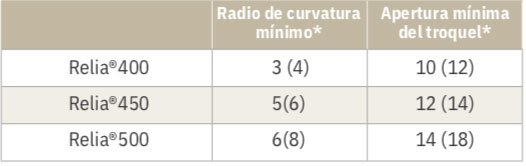
* Los valores indicados en plano son para la flexión perpendicular a la dirección de laminación de la placa; los valores entre paréntesis son para la flexión a lo largo de la dirección longitudinal. Estos valores deben entenderse como la relación mínima sobre el espesor de la placa.

El mecanizado de Relia® requiere el uso de puntas de aleación de cobalto, de acero rápido o de carburo cementado, revestidas o sin revestir, utilizando un generoso suministro de fluido de corte o lubricante a base de aceite.
Relia® es fácil de taladrar, roscar y fresar respetando los parámetros indicados en las tablas siguientes.
Taladrado

Roscado

Fresado